사출과 압출의 차이는 심플하게 얘기하자면 사출구, 압출구를 통해 금형틀로 가느냐 안 가느냐에 차이다.
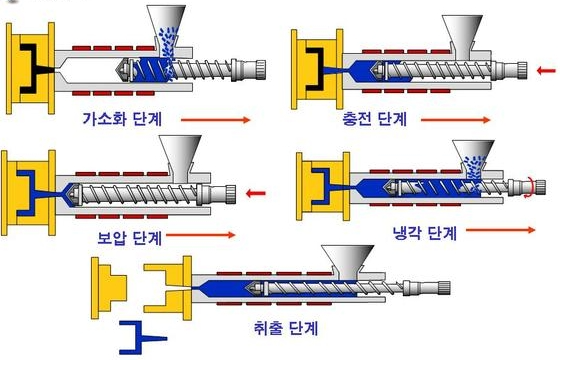
- 하단 사진은 사출성형의 공정 단계다. 압출은 아래 사진과 달리 금형틀이 없고, 보압 단계가 생략된다. 또한 냉각 단계도 몰드가 아닌 냉각 및 인수장치를 통해 일어난다.
- 즉, 압출성형은 사출성형과 달리 금형틀이 아닌 압출구(die-exit)를 통해 모양이 만들어지고, 인수장치를 통해 냉각과 형상제어가 일어난다.
사출성형 단계, 압출성형 단계 추가 설명
1. 가소화 단계
- 열을 가한 배럴과 스크류 회전력으로 인한 압력으로 고체 수지를 용융
2. 충전 or 충진 단계(fillig)
- 스크류가 전진하면서 사출
3. 보압 및 배압 단계(packing)
- 사출 성형 : 압력에 의해 스크류가 전진하며 압을 가함. *수축에 의한 모자란 중량 및 고밀도를 위한 것을 목적으로 둔 게 보압이며, 배압은 다음 사출을 위해 스크류가 뒤로 밀리면서 앞쪽에 압을 가해 밀도를 높이는 것이라고 보면 되겠다. (packing pressure라 부르는데, holding이라고도 칭하는 것 같다)
- 압출 성형 : 생략
4. 냉각 및 취출
- 사출 성형 : 몰드에서 형상 유지 및 냉각이 된 후 취출.
- 압출 성형 : 압출구에 의해 모양 형성, 인수장치를 통해 냉각 후 추출.
1. Plasticization step
- Melts solid resin under pressure from heated barrel and screw rotational force
2. Filling or filling phase (fillig)
- Injection as the screw advances
3. Packing and backpressure
- Injection molding
: The screw advances by pressure and pressure is applied.
* Packing pressure is intended for insufficient weight and high density due to shrinkage,
and back pressure is to increase the density by applying pressure to the front while the screw is pushed back for the next injection. (It's called packing pressure, I think it's also called holding)
- Extrusion molding
: omitted
4. Cooling and Blowing
- Injection molding
: After the shape is maintained and cooled in the mold, it is taken out.
- Extrusion molding : shape formed by the extrusion hole, and extracted after cooling through the receiving device.
아래 사진은 사출성형과 압출성형의 차이를 사진으로 나타낸 것이다.
왼쪽이 사출, 오른쪽이 압출이다. 압출의 경우 압출된 뒤 무슨 수영장 같은 곳을 지나가는 데, 저기서 냉각이 이루어진다. 이후 표면을 좀 더 매끄럽게 만들어주는 등에 작업등을 거친 뒤 모양을 잘라서 제품을 만든다. 이런 작업들이 이루어지는 곳을 '인수장치'라고 부른다.
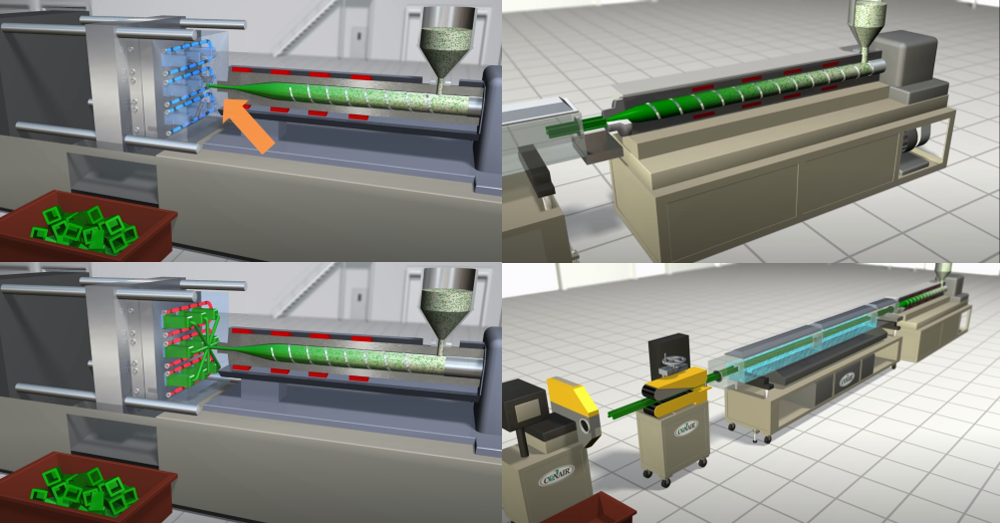
사출성형의 경우 재료가 노즐을 통해 몰드로 이동하기 때문에 유동성이 중요하다. 금형 캐비티를 꽉 채워야 하기 때문이다. 이 때문에 점도를 낮춰주는 것이 중요하다.
반면, 압출은 압출 뒤에 모양을 유지해야 하기 때문에 용융강도가 중요하다. 용융강도 및 점도가 낮으면 중력이나 강도가 낮아 모양이 망가지는 'sagging' 현상이 일어나기 때문이다.
발포성형이란? Foaming process
일반 사출 및 압출과 발포사출, 압출의 차이는 아래 사진처럼 고체 수지를 넣어주는 호퍼에 이어 가스 주입구를 통해 초임계 유체 가스를 넣어주고 혼련(=혼합)을 시켜주는 차이가 있다.
즉, 중간에 초임계 유체 가스를 넣으면 발포성형이다.

초임계 유체 가스(Supercritical Fluid; SCF)는 보통 이산화탄소나 이산화질소를 사용하며, 즉, 초임계 유체 가스와 혼련이 된 용융수지를 사출 및 압출하는 것이다.
발포성형은 기계적 강도는 유지하면서 무게는 낮추는 장점이 있는 공정법이다. 안에 구멍이 송송 뚫린 에어쉘 초콜릿을 생각하면 된다.

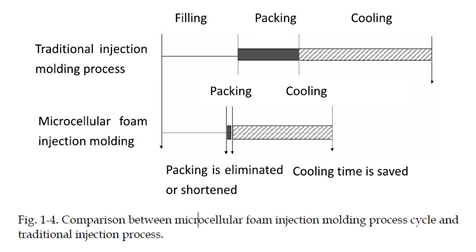
발포성형은 기계적 강도 유지와 중량 감소라는 장점 외에 공정 시간 단축 장점을 가지고 있다.
1. 일단 발포사출은 발포제의 발포압으로 인해 보압 공정이 필요가 없다.(packing time 감소)
2. 초임계 유체와 용융수지의 혼합으로 점도가 낮아져 유동성을 확보할 수 있다.
3. 발포제의 핵 생성 시 흡열 반응으로 냉각시간을 줄여준다. 이로 인해 전체 사이클 타임을 줄일 수 있다.
사출성형으로 제품으로 만드는 것 외에도 발포성형과 압출 성형, 블로우 성형, 스크류 내 배럴에 대한 다른 얘기는 아래 링크를 통해 이전 게시물을 참고하면 되겠다.
- 발포성형 공정 : 초임계 발포 시스템(Supercritical Expansion System)
- 압출 성형(extrusion molding) 원리 및 공정법과 블로우 성형(blow molding)
발포성형 공정 : 초임계 발포 시스템(Supercritical Expansion System)
ㆍ초임계 발포 시스템(Supercritical Expansion System) '초임계 발포 시스템'이란 성형공정 중 기포를 생성하고, 고분자 수지 내에 균일하게 분산시켜 제품을 제조하는 방법이다. 발포 성형을 통해 완성
washere.tistory.com
압출 성형(extrusion molding) 원리 및 공정법과 블로우 성형(blow molding)
발포성형 공정 : 초임계 발포 시스템(Supercritical Expansion System) 재료와 초임계 유체를 균일하게 섞어줘야 하기 때문에 초임계유체를 이용한 발포성형은 사출 및 압출성형과 완전히 따로 진행되기
washere.tistory.com
'과학과 공학 이야기 > 고분자' 카테고리의 다른 글
| 아레니우스 식에 대한 요약 및 정리, 아레니우스 점도 (6) | 2021.06.27 |
|---|---|
| 고분자의 점도 특성, 점성과 뉴턴영역, 전단박화 (1) | 2021.02.14 |
| PVT ; Pressure, Volume, Temperature 거동이란? (4) | 2020.12.28 |
| Young's Modulus 영률, 탄성계수(elastic modulus)의 의미 *항복 강도와 탄성 계수 (7) | 2020.12.24 |
| 점탄성; Viscoelasticity 거동, 점성과 탄성 (0) | 2020.12.23 |




댓글